
Frozen vegetables have become a staple in our kitchens. They’re convenient, have a long shelf life, and often still taste surprisingly fresh. But behind that handy bag of frozen green beans lies a complex production process where sustainability is playing an increasingly important role.
Within the public-private partnership ‘Frozen like Fresh’, industrial partners and researchers from Wageningen Food & Biobased Research joined forces to investigate how critical steps in the production process -particularly blanching- can be made more sustainable, without compromising product quality.
Green beans are processed and frozen shortly after harvest to extend their shelf life. The goal is to preserve as much flavor, color, and nutritional value as possible. Blanching is a crucial step in this chain: a short burst of heat treatment using hot water or steam, applied before freezing and packaging. Its purpose is to reduce enzymatic activity in the vegetable. Enzymes are natural proteins that trigger specific processes in vegetables. Some of these are beneficial, others are not. During storage, enzymes can alter texture and color or cause unwanted flavors to develop.
Blanching doesn’t come without drawbacks. The process consumes a lot of energy and water. A high-intensity heat treatment may also trigger thermal (heat-induced) reactions that reduce quality. For instance, causing the vibrant green color of beans to fade, diminishing their fresh taste, or breaking down sensitive vitamins like vitamin C and folate. The texture can also become softer, which affects the eating experience. On the other hand, if the treatment is too mild, unwanted enzymes remain active, again leading to quality deterioration. The challenge is to strike the right balance: a process that’s both optimal and sustainable, effectively deactivating the right enzymes while preserving color, taste, texture, and nutritional value.
In the study, we analyzed and tested various conditions during the blanching process. We adjusted both the water temperature and the duration the beans were exposed to heat. By varying the temperature and/or holding time, we modified the intensity of the heat treatment and created different heat loads (with the load increasing at higher temperatures and longer times).
But it doesn’t stop there. The method of heat transfer also plays a major role. During blanching, the beans move along a belt in a continuous process through the blancher. Heat transfer is influenced by the thickness of the layer of beans on the belt. Are the beans blanched in a thin single layer or in a thicker layer of several centimeters? Are they heated by immersion in water, sprayed with flowing water, or treated with steam injections? All these factors affect not only the efficiency of enzyme inactivation but also the quality of the final product - and the amount of energy and water required.
To assess the effects of long-term storage, we evaluated the quality of blanched green beans both directly after treatment and at intervals over a 14-month storage period at -20 °C. We measured characteristics such as enzyme activity, taste, smell, color, and texture. Beans that were unblanched or insufficiently blanched still contained active enzymes, which could cause unwanted colors, odors, and flavors, such as a grassy smell or a less vibrant green color (see figure 1).
Depending on the intensity of the blanching process and storage duration, the composition of volatile compounds changes, affecting the type of off-flavor that develops. Beans blanched at the lowest heat load received less favorable ratings in smell and taste after a few months of storage, compared to those treated at higher heat loads, even though no enzyme activity could be detected. That last part may be explained by the detection limit of the analytical method used.
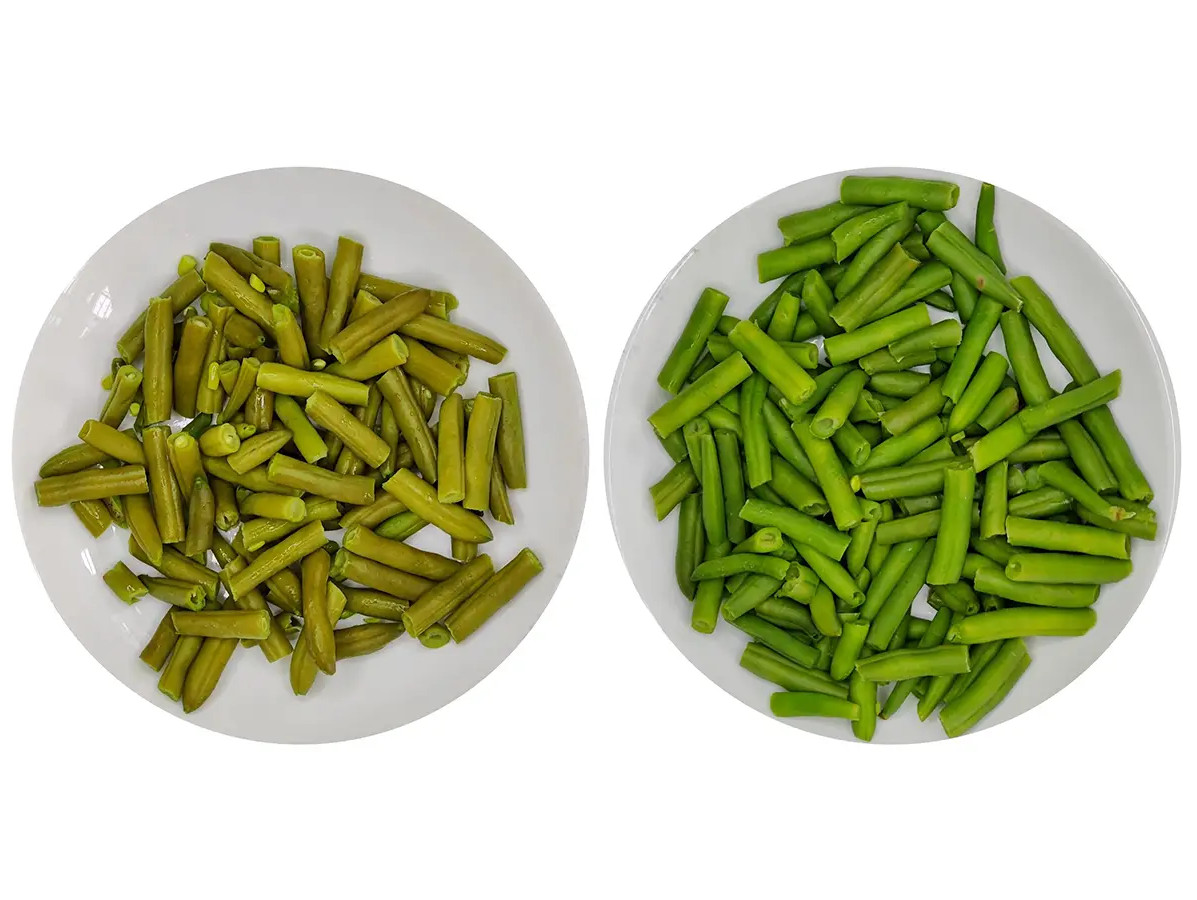
Figure 1. Left: unblanched green beans, olive green color, strong off-flavors, high enzyme activity. Right: blanched green beans, bright green color, sweet green bean taste, low enzyme activity.
A key takeaway from this research is that, alongside instrumental measurements, sensory evaluation is crucial for assessing how different processing conditions impact the final product. No clear dividing line emerged between the various blanched samples during sensory testing. That’s good news: it suggests there’s room to prioritize energy efficiency when setting process parameters, if the enzymes responsible for off-flavors are properly inactivated.
It wasn’t just taste and smell that were affected by blanching. Texture changed noticeably too. Unblanched beans had a firmer bite than blanched ones. However, the difference between the various blanched samples was minimal.
We also investigated how many nutrients were lost in the blanching water. The higher the temperature and the longer the treatment, the more valuable compounds, such as phenols and antioxidants, ended up in the water. This is an important factor to consider when aiming to preserve the product's maximum nutritional value. Moreover, less leaching means less water contamination, which in turn lowers purification costs and reduces the need to refresh the water.
The outcomes of the ‘Frozen like Fresh’ study show that improving the sustainability of the blanching process is a complex task. It’s a matter of balancing process conditions with quality characteristics. Aiming for optimal product quality is obviously important, but the question is whether this can be achieved with a process that remains energy-efficient for food industries. The findings indicate that using a lower temperature combined with a longer blanching time (or a longer belt in the blancher) does not automatically lead to reduced energy consumption. What did clearly have a positive impact was lowering the heat load. If the same quality level can be achieved under different process conditions, producers can opt for the ones that result in a lower heat load—and therefore lower energy use.
Our conclusion is that a better understanding of how process parameters influence enzyme activity, texture, and other product quality characteristics (during storage) provides valuable tools for making the green bean production process more sustainable, contributing to a more future-proof food supply chain.
Curious to hear more?
Be inspired at the Frozen-like-Fresh Symposium
Interested in more findings about how making frozen vegetables and fries more sustainable while retaining high-quality? Then join us at the Frozen-like-Fresh symposium on Thursday afternoon, 13 November 2025, in Wageningen. During this live event, we’ll share the latest insights gained from this four-year research project and we will discuss the roadmap for implementing a future-proof frozen supply chain in the Netherlands and Europe. There will be opportunities for interactive roundtable discussions—an open space to exchange ideas, ask questions, and connect with fellow professionals and enthusiasts.
Don’t miss it! Sign up via [email protected] and stay informed.
Source: Vakblad Voedingsindustrie 2025
Magazine Voedingsindustrie has been made possible in part by:



© COPYRIGHT 2026 VOEDINGSINDUSTRIE | ALLE RECHTEN VOORBEHOUDEN
Powered by Wallbrink Crossmedia © 2026

